
....Herstellung einer Stellhebelfeder im Atelier von Faktor Zeit..Production of a Patek-Philippe setting lever spring at Faktor Zeit....


….Wenn Ersatzteile wie diese gebrochene Stellhebelfeder des Patek Philippe Automatikkalibers 27-460 unverhältnismäßig teuer oder nicht mehr erhältlich sind, fertigen wir sie nach Rücksprache mit dem Uhrenbesitzer selbst an.
Die Gesamtlänge dieser Stellhebelfeder misst in etwa 10 Millimeter, die Breite ca. 2,5 Millimeter. Sie verfügt über drei Bohrungen, wobei zwei zur Positionierung auf der Platine dienen und durch die dritte die Befestigungsschraube geschraubt wird.
Da die Feder ständig unter Spannung steht kommt es vor, dass sie eines Tages bricht und ersetzt werden muss. So geschehen in diesem Fall – wir machten uns also daran, ein exaktes Duplikat der originalen Feder herzustellen.
..If spare parts are needed, like such to replace a broken setting lever spring from a Patek Philippe automatic caliber 27-460, and they are disproportionately expensive or no longer available; we make them ourselves after consultation with the watch owner.
The total length of this setting lever spring measures about 10 millimeters and the width about 2.5 millimeters. It has three holes, two are used for positioning on the base plate and the third is for the screw fixation.
Since the spring is constantly under tension, it happens that it breaks one day and must be replaced. This is exactly what we experienced, so we set about making an exact duplicate of the original spring. ….

….Zuerst drehten wir auf unserer Drehbank eine Scheibe aus Stahl in der Dicke des Hebels. Diese beträgt 0.3 Millimeter.
Um die Eigenschaften einer Feder zu erlangen, muss Stahl gehärtet und angelassen werden. Deshalb mussten wir bei der Wahl des Stahls darauf achten, dass dieser härtbar ist.
..First, we lathed a disc of steel to the exact thickness of the lever. This is 0.3 millimeters.To obtain the properties of a spring, steel must be hardened and tempered. Therefore, when choosing the steel, we had to make sure that it was hardenable. ….
….Auf der 0.3 mm dicken Platte lackierten wir nach alter Tradition mit Schelllack die gebrochene Feder auf.
Nun konnten wir die Positions- und Schraubenlöcher durch die bestehenden Bohrungen der alten Feder auf unserer Fräsmaschine bohren – exakt am richtigen Ort.
Im Allgemeinen beträgt die tolerierbare Abweichung bei dieser Grösse ca. 0.02 Millimeter. Dies entspricht in etwa der Hälfte bis einem Drittel der Dicke eines menschlichen Haars. Weichen die Masse stärker ab, ist das Risiko einer Fehlfunktion gross.
..On the 0.3 mm thick plate we fixed the broken spring with shellack according to the old tradition. Now we could drill the position of the screw holes through the existing holes of the old spring, precisely in the right place, on our milling machine.
In general, the tolerable deviation for this size is about 0.02 millimeters. This corresponds to about half to one third of the thickness of a human hair. Any additional deviation can cause a higher risk of malfunction. ….


….Die grobe Form des Hebels wird effizient durch Schleifen an einer Schleifscheibe erlangt. Die alte Feder bleibt dabei auf der Platte befestigt und dient als Vorlage.
Die exakten Masse und im Speziellen die technisch relevanten Flächen bearbeiteten wir am Uhrmachertisch, dem sogenannten Etablis.
..The rough shape of the lever is efficiently obtained by sanding on a sanding wheel. The old spring remains attached to the plate and serves as a template.
The exact dimensions and, in particular, the technically relevant surfaces were created on the watchmaker's table, the so-called Etablis. ….
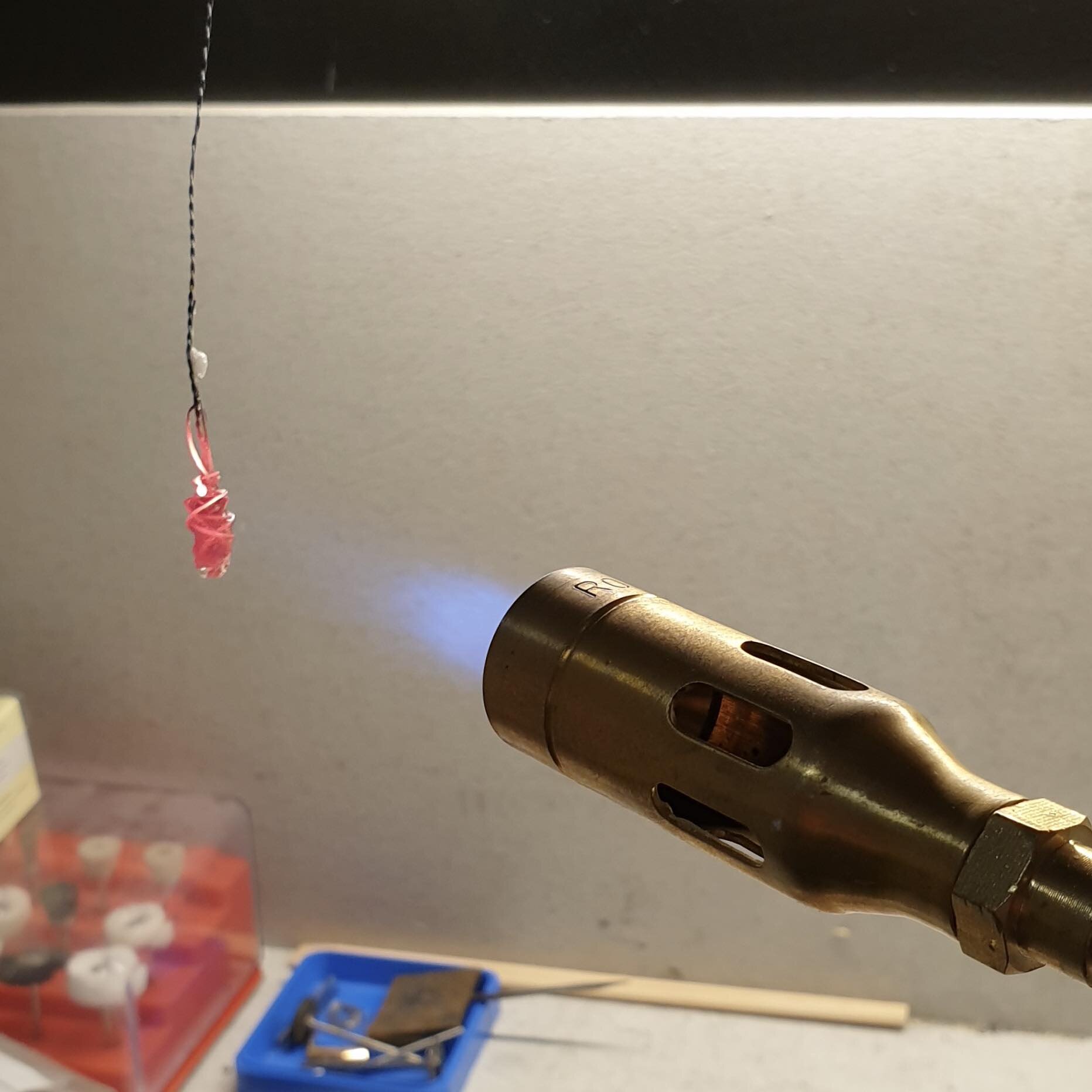
….Erst nachdem die Masse bis auf kleine Details stimmten, härteten wir unsere neue Stellhebelfeder.
Durch das Erwärmen des Stahls auf ungefähr 800° Celsius und anschliessendem Abschrecken in einer Flüssigkeit verändert sich die Gitterstruktur im Material. Dadurch wird der Stahl sehr hart und ist nur noch schwer bearbeitbar.
..Only after the dimensions were correct down to the smallest detail, were we able to harden our new setting lever spring.
Heating the steel to about 800° Celsius and then quenching it in a liquid changes the lattice structure in the material. This makes the steel very hard and difficult to machine. ….

….Die Härte hat den Nachteil, dass der Stahl umso leichter bricht. Durch erneutes Erwärmen, dem Anlassen, wird die Gitterstruktur langsam wieder aufgebrochen. Der Stahl wird weicher und elastischer.
Unsere Feder liessen wir blau an. So erhielt sie die erforderliche Härte und Elastizität für ihre Funktion in der Patek Philippe.
..The hardness has the disadvantage that the steel breaks all the more easily. By heating it again, the tempering process, the lattice structure is slowly broken up again. The steel becomes softer and more elastic.
We tempered our spring blue. This gave it the necessary hardness and elasticity for its function in the Patek Philippe. ….
….Nach dem Einpassen im Uhrwerk haben wir die Gleitflächen poliert, was technisch wichtig ist für eine einwandfreie Funktion.
Abschliessend konnten wir uns dem ästhetischen Teil widmen. Einerseits mit einem Längsschliff der Seiten- und der Oberfläche und andererseits mit der Anglage. Dabei werden alle scharfen Kanten gebrochen und mit einem Winkel von 30° poliert – Durch die Brechung des Lichts in den polierten Kanten wird den einzelnen Teilen in einem Uhrwerk eine besondere Güte verliehen. Allerdings ist die Anglage eine der Königsdisziplinen in der Uhrmacherei und wird bei Stahlteilen nur in sehr hochwertigen Uhren angewendet.
Die neu hergestellte Stellhebelfeder ist so nah am Original, dass sie sich nach dem Einbau perfekt in die Ästhetik des Manufakturwerkes einfügt und nicht mehr als Duplikat erkennbar ist.
..After fitting it into the movement, we polished the sliding surfaces, which is technically important for proper function.
Finally, we could devote ourselves to the aesthetic part of the process. On the one hand, with a longitudinal sanding of the side and the surface and on the other hand, with the Anglage. In this process, all sharp edges are broken and polished at an angle of 30° - the refraction of light in the polished edges gives a special quality to the individual parts in a movement. However, it is important to add that the Anglage is one of the supreme disciplines in watchmaking and is only applied to steel parts in very high-end watches.
The newly manufactured setting lever spring is so close to the original that, once installed, it blends perfectly with the aesthetics of the manufacture movement and is no longer recognizable as a duplicate. ….
